بهگزارش باشگاه در و پنجره و نما: در فرآیند تولید شیشههای دوجداره در ابتدا ابعاد و طول و عرض پنجرهها، ضخامت قابهای شیشهای و نوع شیشه برای هر قاب و همچنین ضخامت کلی پنجره بایستی به سازنده اعلام شود. شیشهها به میز برش اتوماتیک انتقال داده میشود. این انتقال از طریق رکهای مخصوص صورت میگیرد. سپس شیشهها بهوسیله نرمافزار طراحی با حداقل پرت و ضایعات، برش داده میشوند.
در ادامه شیشههای سایزشده شسته، سختگیری و کنترل کیفی شده و به دستگاه تولید انتقال مییابد.
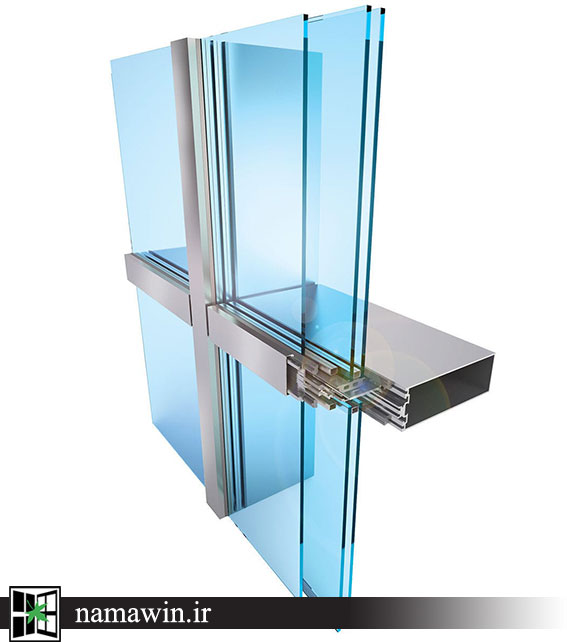
همزمان با مراحل فوق اسپیسرهای مابین شیشه دوجداره بهوسیلة دستگاه خمکن بندینگ برای هر شیشه اندازه، برش و خم دادهشده و داخل آن با رطوبتگیر پر و بوسیله دستگاه بوتیل دو لبه شیشه چسب زده میشود تا فریمها که اسپیسر نام دارد در بین شیشهها قرار گرفته و درز بین آنها نیز درزگیری شود.
یک درزگیر چسبنده از جنس پلی ایزوبوتیلن PIB در روی فاصلهانداز در هر طرف بکار برده میشود و قابها به فاصله اندازهها پرس میشوند.
بعد از آن شیشهها به دستگاه پرس انتقال یافته و گاز میانی آرگون به داخل فریمها بهصورت اتوماتیک تزریق میشود.
هنگامیکه پنجره با گاز پر میشود، دو حفره در فاصلهانداز پنجره مونتاژشده ایجاد میشود، خطوط برای بیرون کشیدن هوا خارج از فضا و جایگزین کردن آن با گاز دلخواه متصل میشوند سپس این خطوط از بین میروند و حفرهها برای نگهداشتن هوا بسته میشوند.
تکنیکی مدرنتر، استفاده از پرکنندة گاز آنلاین میباشد که این روش نیاز به ایجاد حفره در فاصلهانداز را برطرف میکند و لبههای کناری با استفاده از پلیسولفید یا درزگیر سیلیکونی یا مواد مشابه برای جلوگیری از ورود هوای مرطوب بیرون محکم میشوند.
مادة خشککننده، اثرات رطوبت بهجا مانده از هوای محفوظ شده را از بین میبرد تا هیچ آب و یا بخار آبی در هوای سرد در قابهای شیشهای ظاهر نشود.
در خط مونتاژ، فاصلهاندازهایی با ضخامت خاص بریده و در ابعاد طول و عرض موردنیاز قرار داده میشوند و با ماده خشککننده پر میشوند. در یک خط موازی، قابهای شیشهای به اندازههای دقیق و مشخص بریده و برای شفافیت شسته میشوند.
در پایان توسط یک روبات محیط کل شیشهها با چسب ولفید و پلیس درزگیری مجدد میگردد.
بعضی سازندگان فرآیندهای خاصی را ایجاد کردهاند که فاصلهانداز و ماده خشککننده را در یک سیستم کاربردی تکمرحلهای ترکیب میکنند.